

PAB Chute Welding by Linear Vibration Welding
By Alex Lee from MP Sonic
Mob/Wechat/WhatsApp: +86-15918523336;
Email: alex.lee@mp-sonic.com
 PAB (Passenger Air Bag), means the safety air bag for the passenger under the
instrument dashboard, thus also it is called as “SAB”. The welding to PAB chute means
attaching the bracket of passenger air bag onto dashboard by welding method,
which normally finished by linear vibration friction. Because concerned to the
safety of passenger in automotive, the welding of PAB is critical to vehicle.
The welding of PAB is challenging not because its safety factors, but also
because the material and construction design of PAB and dashboard.
PAB (Passenger Air Bag), means the safety air bag for the passenger under the
instrument dashboard, thus also it is called as “SAB”. The welding to PAB chute means
attaching the bracket of passenger air bag onto dashboard by welding method,
which normally finished by linear vibration friction. Because concerned to the
safety of passenger in automotive, the welding of PAB is critical to vehicle.
The welding of PAB is challenging not because its safety factors, but also
because the material and construction design of PAB and dashboard.
I. Material normally:
A. Instrument Panel Material: PP, PP-TD, PE-MD15, etc
B. PAB: TPO, TPU, TPV, TPEE, etc

II. Welding Requirement:
A. Welding in strength (Blasting Force of air bag is normally1800N)
B. Welding should be evening at different welding area in strength
C. Protecting surface A
III. Welding Method: linear vibration friction welding

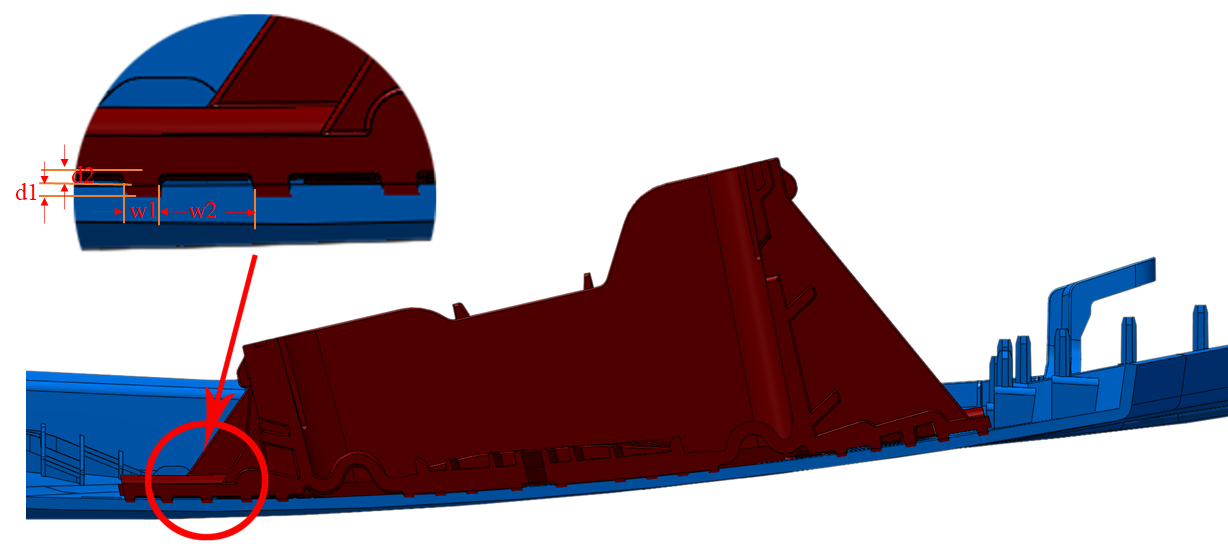
IV. Joining Welding Design Guide:
Welding depth (d1): normally 1.0~1.5mm;
Height space for flash (d2): normally 1.0mm;
Welding rib width (w1): 2~3.5mm;
Distance between welding ribs:
PBA bracket wall thickness: over than 3.0mm.
V. Main Challenge:
1. Complex geometric design: it requests designs complex mechanisms to ensure the back-support to the welding area ensure welding result, as well needs to design complicated tooling motion and cation to fit to the interference between parts, and also need to consider the easy operation in loading/unloading dashboard;
2. Big measurement of dashboard requests high welding ability of machine;
3. Difficulty in injection control case big and unstable deformation, it requests tooling designs should meet to the different variation of injection molding result;
4. The welding control to protect the weakening area: during welding, the weakening area of dashboard might be easily damaged by strong vibration from welding equipment, which requests carefully design in procedure, operation and welding equipment;
5. The flash control is a big problem because of the big vibration amplitude;
6. Soft PAB bracket material, whose elasticity of material will impact the result of vibration amplitude.
VI. Critical Parameters for PAB:
1. Vibration amplitude.
2. Welding force, means the pressure forcing PAB bracket together with dashboard during welding progress.
3. Welding energy, normally controlled by vibration time or welding depth.
4. The welding depth which consider to joining strength after welding.
V. Welding Tooling Design Factors Concept for PAB:

1. The welding area location of parts:
2. Geometrical shape concerned to tooling action;
3. Welding machine specification: fitting measurement, function and loading ability (upper jig welding range);
4. Material of parts;
5. Material of welding tooling especially the material contacting parts, supporting;
6. The methods of holding parts.
Above factors is necessary but not only besides customer special requirement. The tooling design is complex, please contact us for analysis and proposal with your 3D data and requirement in detail.
VI. Welding Machine Recommend:
1. MSV-830LS (150KG), or MSV-930LS (200KG);
2. Machine frequency: max to 170Hz;
3. Welding force: by servo controlled hydraulic system;
4. Orbital Motion: by servo system.
VII. Welding Equipment Image

VIII. Video