

Lamps are essential to vehicle, which requests beautiful design, high light transmission, air-tightness and long duration in all kinds of weather, thus the welding of automotive lamp, especially the lamp installed external of vehicle, requests high in welding process performance control stability and precision. The welding of lamp normally can be finished by vibration welder, hot plate welder, IR welder, ultrasonic welder and laser welder.
I. Material of lamps welding concerned: ABS, PMMA, PC and ABS+PC
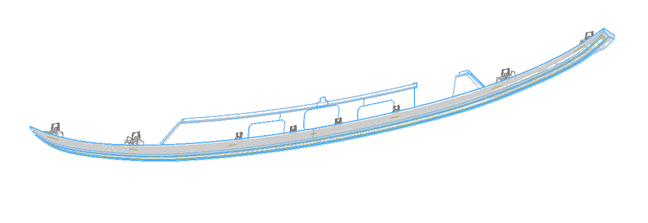
II. Parts of lamp concerned to welding: A. Lens; B. Housing
III. Challenge to welding:
A. Easy deformation on lamp parts existing after injection moulding;
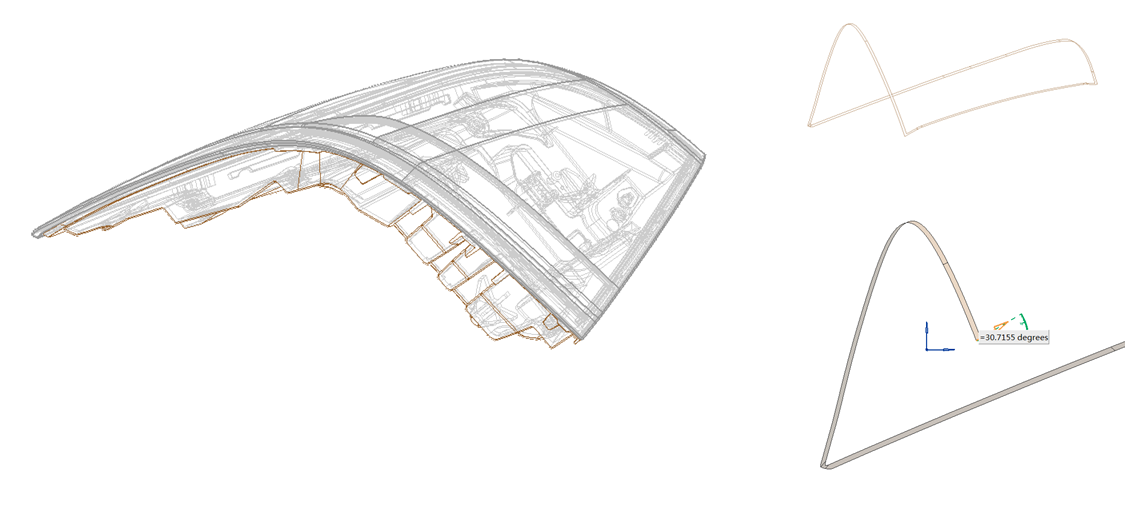
B. Complex geometric shape design, especially big bevel on contacting surface of two parts (welding surface) at against vibration direction;
C. Airtightness requirement;
D. Beautiful outlook requested after welding;
E. Clean condition after welding for good light transmission.
IV. Welding Method:
A. Ultrasonic welding;
B. Vibration Welding;
C. Hot Plate Welding;
D. Infrared welding;
E. Laser welding;
F. Hybrid welding (Vibration + Infrared).
V. Recommend Welding Machine here: Hybrid vibration welder MSV-SF830-IR-HF
VI. Benifit of MSV-SF830-IR-HF:
A. High welding ability because of the advantage of vibration welding;
B. Vibration frequency max to 280Hz, by which it can achieve high welding ability, clean welding vibration welding result and stable performance, especially good for welding surface with big bevel angle. Read more about super high frequency vibration welding technology.
C. With the advantages of traditional CVT: 1. Clean vibration welding; 2. High welding possibility to challenging material;
D. Jig plate specification 1900 * 650 (mm) covers almost all specification of automotive lamp.
VII. Basic Machine specification:
A. Vibration Frequency: Max to 280Hz;
B. Vibration amplitude: 0.5~1.8mm;
C. Loading ability for upper jig weight: 105KG;
D. Lower jig bed area size: 1780*650 (mm)
V. Machine Image
 Hybrid Welding Machine")
VI. Video