

What is vibration welding?
by Alex Lee
Mob/Wechat/WhatsApp: +86-1591853336
Email: alex.lee@mp-sonic.com
 Vibration welding, normally means linear
vibration friction welding, is a kind of thermoplastic joining method which
perform welding result to plastic part with energy by fricking cased at the contacting
surface between two plastic parts. During vibration welding, two plastic halves
are forced together under high pressure by fixtures, one of which is hold in stationary
state, while the other one moves in repeat in high frequency driven by
vibration jig, the friction between two halves at contacting surface cases
heating to melt the plastic material at the welding area. When the material molten
reached volume, the vibration jig stops at the original position, the two plastic
halves keep being forced together under high pressure until molten material cool
down and become solidification, then the joining between two plastic parts is
formed, vibration welding operation cycle finished.
Vibration welding, normally means linear
vibration friction welding, is a kind of thermoplastic joining method which
perform welding result to plastic part with energy by fricking cased at the contacting
surface between two plastic parts. During vibration welding, two plastic halves
are forced together under high pressure by fixtures, one of which is hold in stationary
state, while the other one moves in repeat in high frequency driven by
vibration jig, the friction between two halves at contacting surface cases
heating to melt the plastic material at the welding area. When the material molten
reached volume, the vibration jig stops at the original position, the two plastic
halves keep being forced together under high pressure until molten material cool
down and become solidification, then the joining between two plastic parts is
formed, vibration welding operation cycle finished.
Because of the advantages of vibration welding, it is mostly applied to weld parts in big size, complex geometric design and challenging material (such as PA66+GF). Vibration welding equipment is widely applied in automotive industry, bathroom equipment manufacturing, aerospace equipment manufacturing, home appliance industry, etc. Vibration welding result is weld known for high welding strength and air-tightness.
Vibration welding control principle
The linear vibration for welding is realized by electrical magnetic type vibration system, which applies electrical magnetic controlled by converter names as amplifier to pull spring repeatedly in high frequency and defined amplitude, by which the spring cases upper fixture vibration in the same frequency and amplitude to case friction between two plastic halves at contacting surface under pressure.
The welding force normally is by hydraulic system or pure electrical servo system with moving distance control;
The machine motion sequency is controlled by PLC and set on HMI.

Advantages of vibration welding:
1. High welding ability: compering to other welding methods, linear vibration friction can realize welding to plastic parts in the most challenging measurement, such as automotive dashboard, door trim panel, etc.
2. High welding possibility: vibration welding can be realized to parts in complex geometric design because of its flexibility in fixture design and operation motion programming;
Moreover, linear vibration friction achieves excellent welding result to the most challenging material which is difficult to hot plate welding, ultrasonic welding, laser welding, etc, such as PA66+GF, PP + talc, etc;
3. High operation efficiency: normally, vibration welding cycle time is 15~25S, while the operation requests 40~60S by hot plate welding and 50~80S by IR welding;
4. High energy efficiency: the most power is consumed when vibration system works, no need to keep power to keep heating which requested by hot plate welding;
5. Fit for big deformation of plastic parts: normally, there is deformation existing in molded parts. To some parts in hard strength, it is very difficult to correct the deformation by fixture auxiliary function such as vacuum pads, clamp, etc. While, during vibration welding, the plastic parts are forced together which can the best correct the deformation by fixture cavities.
6. High welding strength: Vibration welding can ensure 95% of parts body strength with high pressure welding control.
7. Environment friendly: no fumes, emissions or consumables, or no emissions generated to environment.
8. Lower tooling cost for welding purpose compering hot platen or IR welding.
The process of vibration welding operation:
1. Loading parts: load plastic parts into vibration welding fixtures by manual or by automatic equipment (such as robot);
2. Fixtures close: the base fixture bed, means the operation table, ascends to the welding process height at top and force two plastic halves together by high pressure;
3. Vibration: The vibration of springs case the upper fixture vibration in high frequency in defined amplitude to case friction to melt plastic material at contacting surface of two plastic halves;
4. Holding: when molten material reach to requested volume, upper fixture stops vibration and hold two plastic halves forced together until molten material cooling down and form bonding at the welding area;
5. Fixtures open: when molten material becomes solidification at welding area, the base jig bed beings lower fixture moving down;
6. Base fixture release parts and manual unload parts: load welded parts by manual or by automatic equipment.
Read more about vibration welding process
Watch Video -Vibration Welding Operation
Phases of vibration welding:
1. Dry friction: material temperature increases in high speed and start melt material;
2. Melding generation: temperature tends to stability, material melting increase, molten material flashing out;
3. Steady-State Metling: temperature keeps in stable range, melting volume is even with flow volume. This phase effects the welding strength the most;
4. Holding: Vibration stop and keep two plastic halves forced together under pressure until the molten material re-solidified and form bonding at the contacting area.
Read more about vibration welding phases
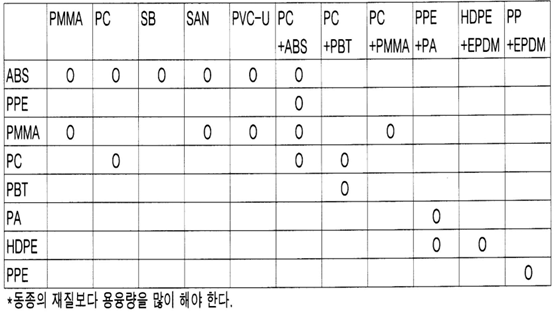
Material fit for vibration welding:

The welding performance between two different material
The principle of vibration welding design:
Exemplary design of a modified butt joint in the vibratory direction
This weld joint design is intended to cover
up flash and debris by means of appropriate flash traps.
S = Wall thickness
SZ = 'Weld allowance about0.5-1.5mmh
H = Height of the retaining lugs
h1 = Groove depth about 2 mm
h2 = h1 + SZ+0.2mm
b2 = Width of retaining lugs about 1.2 mm
v1 = Flash section
Vo/2V
Vo = Weld section
Fr = Flash trap=V1+20%

Critical parameters of vibration welding:
1. Amplitude of vibration;
2. Vibration time: can be controlled by time mode or depth mode;
3. Holding time;
4. Pressure of vibration;
5. Pressure of holding.

How to choose a right vibration welding machine specification:
The selection of vibration welding requests to consider the parts size & geometric design which concerned to the weight of upper fixture besides machine oepration space, welding area size and material, as well should consider the future welding requirement to others parts.

Reference -- MP Sonic Vibration Welder Specification
Read more about Vibration Welding Technology